



洛阳二保焊培训费用1900元
更新时间:2026-06-01 09:04:47
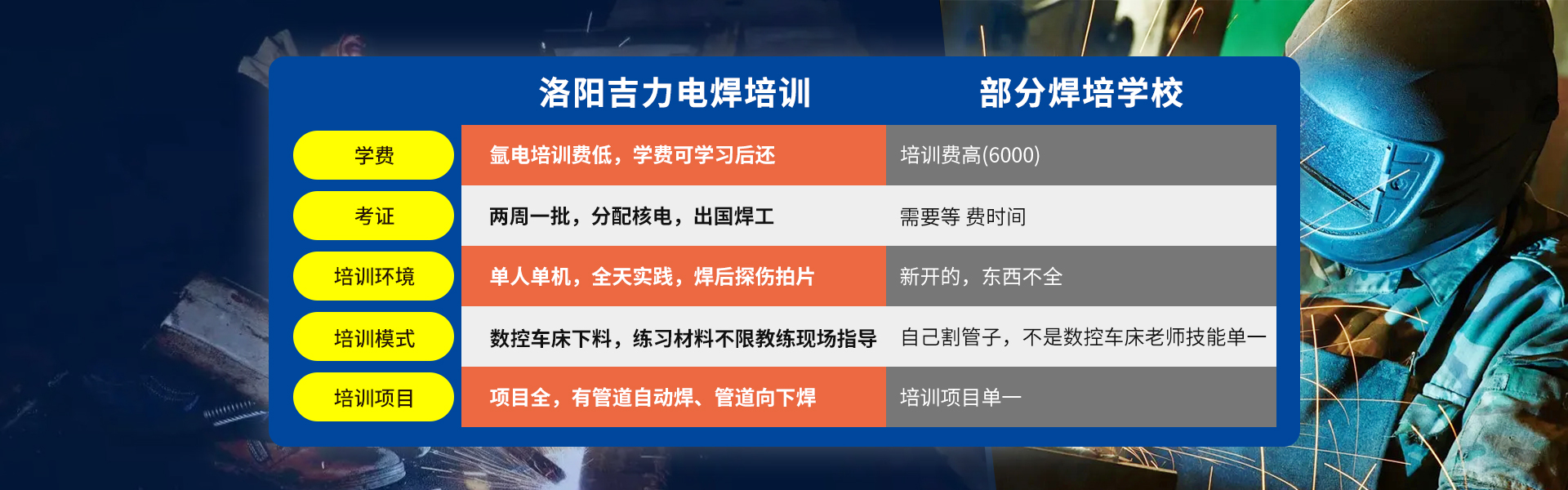
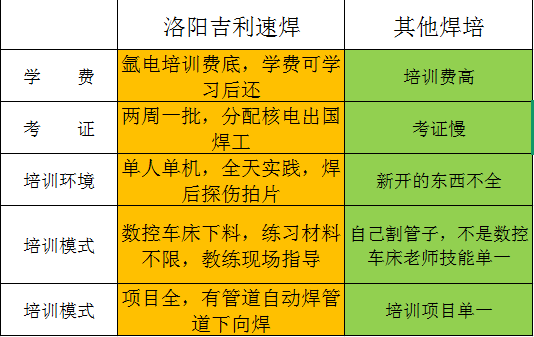
吉利速焊培训二保焊培训1900元
学习电焊,高等焊工进修,来洛阳吉利速焊焊培,费用低:管道氩电联学习3.8K一月,技术高:学好毕业分配做焊培老师,没有钱:(先学习毕业后交费),挣钱学慢:免费安置月薪九千起,出国2W起。

标准螺纹的螺距可根据车床进给箱的标牌调整进给箱手柄获得。对于特螺距的螺纹有时需更换配换齿轮才能获得。
(3)避免“乱扣”。螺纹需经多次走刀才能切成。在多次走刀中,必须保证车刀总是落在第一次切出的螺纹槽内,否则就叫乱扣。如果乱扣,工件就成为废品。若丝杠、工件螺距
z比(Pe/Pr)为整数,不会乱扣:若Pw/P」不为整数,则会乱扣,此时,一旦合上对开螺母就不能再打开,纵向退刀须开反车退回。
(4)车削螺纹的操作方法。车削螺纹的方法如图8-42所示(车内外螺纹基本相同,只是装刀与退刀方向相反):图8-42(a)为对刀,记下刻度盘读数,车刀向右退离工件;图8-42(b)为开车试切,合上开合螺母,进刀在工件表面上车出一条螺旋线,横向退刀、停车;图8-42(c)为退刀检查,倒车使车刀退至起点后停车,检查螺距是否正确;图8-42(d)为利用刻度盘调整切深,开车切削至退刀槽停车;图8-42(e)为横向退刀,倒车使车刀退至起点;图8-42(t)为再次横向切深,继续切削,直至螺纹加工完好。



地址:河南省洛阳市吉利区南陈村站牌向西200米 备案号:豫ICP备16037819号
技术支持:恒凯科技