



对比多家河南焊培怎么挑选
更新时间:2026-05-18 08:56:24
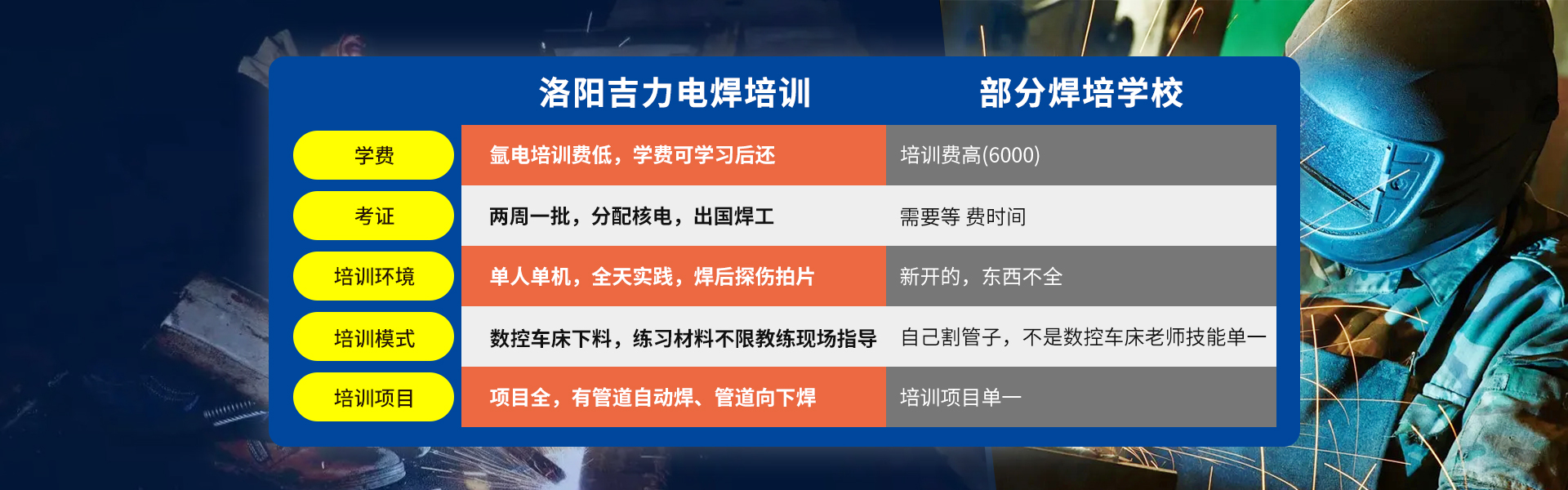
学习电焊,高等焊工进修,来洛阳吉利速焊焊培,费用低:管道氩电联学习3.8K一月,技术高:学好毕业分配做焊培老师,没有钱:(先学习毕业后交费),挣钱学慢:免费安置月薪九千起,出国2W起。
车削外圆时径向尺寸的控制方法如下。
(1) 刻度盘手柄的使用。要准确地获得所车削外圆的尺寸,必须正确掌握好车削加工的背吃刀量ap,车外圆的背吃刀量是通过调节中拖板横向进给丝杠获得的。横向进刀手柄连着刻度盘转一周,丝杠也转一周,带动螺母及中拖板和刀架沿横向移动一个丝杠导程。由此可知,中拖板进刀手柄刻度盘每转一格,刀架沿横向的移动距离为:丝杠导程刻度盘总格数对于C6132型车床,此值为0.02mm/格。所以,车外圆时当刻度盘顺时针转一格,横向进刀0.02mm,工件的直径减小0.04mm。这样就可以按背吃刀量a,决定进刀格数。车外圆时,如果进刀超过了应有的刻度,或试切后发现车出的尺寸太小而须将车刀退回时,由于丝杠与螺母之间有间隙,刻度盘不能直接退回到所要的刻度线。
(2)试切法调整加工尺寸。工件在车床上装夹后,要根据工件的加工余量决定走刀的次数和每次走刀的背吃刀量。因为刻度盘和黄向进给丝杠都有误差,在半精车或精车时,往往不能满足进刀精度要求。为了准确地确定刀量,保证工件的加工尺寸精度,只靠刻度盘进刀是不行的,这就需要采用试切的方法。试切的方法与步骤。如果按照背吃刀量ap试切后,尺寸合格,就按ap车出整个外圆面。如果尺寸还大,要重新调整背吃刀量ap2进行试切,直至尺寸合格为止。



地址:河南省洛阳市吉利区南陈村站牌向西200米 备案号:豫ICP备16037819号
技术支持:恒凯科技